耐磨超高分子量聚乙烯板材规格_甘肃超高分子量聚乙烯耐磨板材供应商
2022-08-11 09:18:25
吸水性小;UHMWPE吸水率很低;一般小于0.01,仅为PA66的1,因而在成型加工前一般不必干燥处理。密度;UHMWPE与其它工程塑料密度比较相对来说低。拉伸强度;由于UHMWPE具有朝拉伸取向需要的结构特征,所以有无可匹敌的超搞拉伸强度,因此可通过凝胶纺丝法制得超高弹性模量和强度的纤维超高分子量聚乙烯耐磨板材,其拉伸强度高达3~3.5GPa超高分子量聚乙烯衬板,拉伸弹性模量高达100~125GPa;

压制烧结;压制烧结是超高分子量聚乙烯(UHMW-PE)较原始的加工方法。此法生产效率颇低,易发生氧化和降解。为了提高生产效率,可采用直接电加热法。〔1〕另外,Werner和Pfleiderer公司开发了一种超高速熔结加工法;〔2〕采用叶片式混合机,叶片旋转的大速度可达150m/s,使物料仅在几秒内就可升至加工温度。河南凯润塑业科技
注塑成型;日本三井石油化工公司于1974年开发了注塑成型工艺,并于1976年实现了商业化高分子聚乙烯板材,之后又开发了往复式螺杆注塑成型技术。1985年美国Hoechst公司也实现了超高分子量聚乙烯(UHMW-PE)的螺杆注塑成型工艺。我国1983年对国产XS-ZY-125型注摄机进行了改造,成功地注摄出啤酒罐装生产线用超高分子量聚乙烯(UHMW-PE)托轮、水泵用轴套。

同时能够实现在低温、低能耗条件下提高高粘度聚合物的挤出(注摄)速度。产生润滑层的方法主要有两种:自润滑和共润滑。自润滑挤出;超高分子量聚乙烯(UHMW-PE)的自润滑挤出(注摄)是在其中添加适量的外部润滑剂,以降低聚合物分子与金属模壁间的摩擦与剪切超高分子量聚乙烯板厂家,提高物料流动的均匀性及脱模效果和挤出质量。自润滑和共润滑。自润滑挤出;
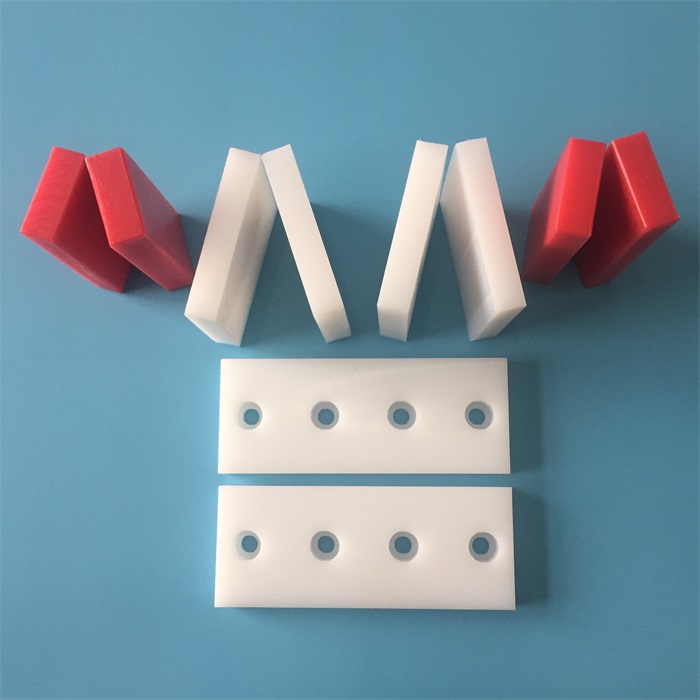
车厢滑板、高分子车底衬板之所以可以应用在车辆上,是因为它的优越的性能,是自润滑性能、不粘性能、耐磨性能、耐腐蚀性能和抗冲击性能,它的这几种性能能够使车厢润滑、耐磨、耐腐蚀,防止潮湿的粉尘,煤灰和碎石粉等易粘结的货物堵塞、挂料,能顺利的从车厢内倾倒下来,不用清理,缩短卸车时间,很好的提高车辆的工作效率,并保护车厢不被磨损,腐蚀。高分子车底衬板做车厢的内衬板材,可以有效的保护车厢,延长车厢的使用寿命,很好的提高工作。

车厢滑板安装教程:
1、先把车厢底板用高压水完全清理(主要把里面的泥土清理干净),并把残缺破损的部位焊接修补平整。
2、待完全晾干后,把融化的沥青均匀涂抹在车厢底板上.低洼的部位可适当多涂几遍弄平,这一步很重要可以有效防止车厢钢板锈蚀,待沥青油完全冷却后,方可进行下一工序.(如不弄平车厢相对来说滑板的使用寿命要短一些)
3、安装车厢滑板,一般来说要选择天气气温高的时候安装作业,(滑板会相对柔软一下,好作业)车厢滑板都是由一块滑板而成,可用一块扁铁(厚度2到5mm左右宽度80-100mm左右,根据实际情况选择)垫在滑板上面用自攻螺丝打进车厢铁板上。(螺丝密度根据实际情况而定)其他位置固定重复之前的流程
5、螺栓密度:滑板四周和对缝处螺栓要相应加密,滑板中间部分可适当减少螺栓密度。